Granulation is a unit operation in which small powder particles are gathered together to form agglomerates called granules. To achieve cohesion between the powders, it is necessary to include adhesive substances called binders or granulating agents within the formulation. It is a common practice to make use of a granulation solution since it is more effective in comparison with the same quantum of the dry powder binder. Powder mixing, in conjunction with the cohesive properties of the binder, enables the formation of granules which when duly compressed using tablet press forms tablets with the desired properties.
Contents
There are several reasons for converting powders or blends of powders into granules and they include:
For a successful manufacture of tablets, the granules must possess the following characteristics:
Wet granulation method is a process of size enlargement in which fine powder particles are agglomerated or brought together into larger, strong and relatively permanent structure called granules using a suitable non-toxic granulating fluid such as water, isopropanol or ethanol (or mixtures thereof). The granulating fluid can be used alone or as a solvent containing binder or granulating agent. The choice of the granulating fluid depends greatly on the properties of the materials to be granulated. Powder mixing, in conjunction with the cohesive properties of the granulating agent, enables the formation of granules. The characteristics and performance of the final product, greatly depends on the extent to which the powder particles interact with each other to form aggregates (granules).
Mechanisms of granule formation in wet granulation, Image source: gruppotpp
The four key mechanisms of granule formation as originally outlined by Ennis include:
This is the first and an important phase in granule formation. It involves the initial wetting of powder bed and existing granules by the granulating fluid to form nuclei. This step is largely influenced by spray rate or fluid distribution as well as feed formulation properties, in comparison with mechanical mixing. It is worth noting that the nucleation process, that is, the initial coalescence of primary particles in the immediate vicinity of the larger wetting drop is strongly linked with the wetting stage.
In the coalescence or ball growth stage, partially wetted primary particles and larger nuclei come together to form granules composed of several particles. The more general term of coalescence refers to the successful collision of two granules to form a new, larger granule.
As granules increase in size, they are consolidated by compaction forces due to bed agitation. The extent of the consolidation depends on the agitation in the granulation equipment and the resistance of the granules to deformation. This phase in granule formation controls internal granule porosity, and therefore final properties of the granules e.g., granule strength, hardness, or dissolution.
At this stage, formed granules break into fragments which bind to other granules forming a layer of material over the surviving granule.
The above mechanisms can occur simultaneously in all processes of wet granulation. However, certain mechanisms may dominate in a particular manufacturing process depending on the type of equipment used.
Read Also: Manufacture of Tablets by Dry Granulation Method
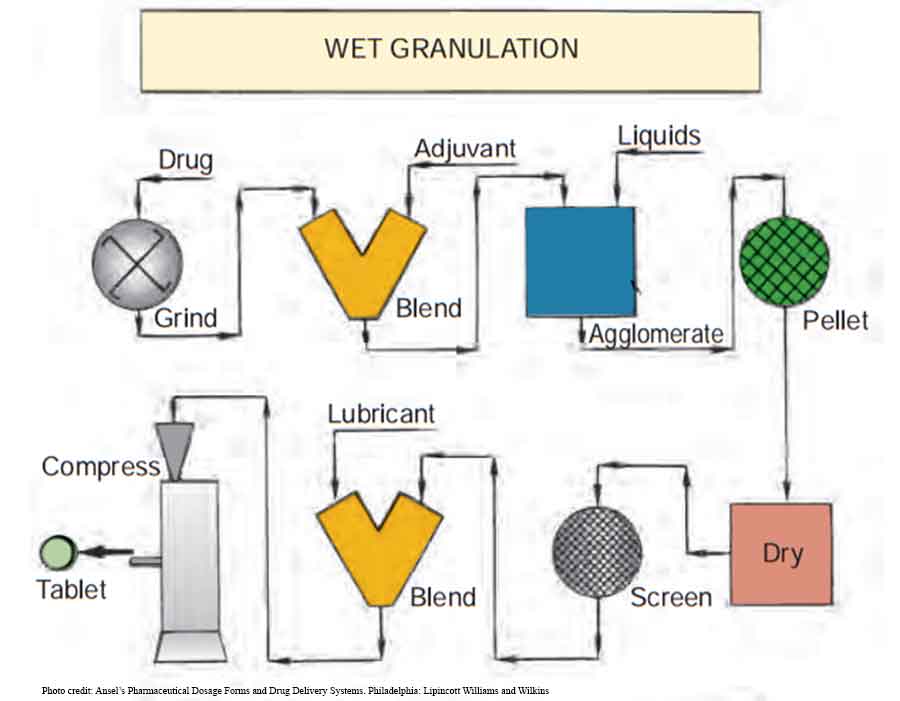
Wet granulation method of tablet production involves the following processing steps:
This step involves the weighing, sifting and introduction of specified quantities of drug substance(s), bulking agent, filler or diluent, and disintegrant into a powder mixer. These ingredients are mixed using either a planetary bowl mixer, ribbon/ trough mixers, rotating drum mixer or high-speed mixer until a uniform powder mix is achieved. The mixing efficiency can be enhanced by the use of powders that have similar average particle size, although this is often not the case in many mixing operations.
There are many diluents available in commerce but those used in wet granulation method include lactose, microcrystalline cellulose, starch, powdered sucrose, mannitol, fructose, sorbitol, calcium phosphate and calcium sulphate. Among these diluents, the most widely used are lactose, because of its low cost, solubility and compatibility with most drug substances and excipients and microcrystalline cellulose, because of its easy compaction, compatibility with most formulation ingredients and consistent uniformity of supply. Diluents are usually selected based on the manufacturer’s experience with the material, its relative cost, and its compatibility with the drug and other excipients.
Disintegrants used in wet granulation include croscarmellose, sodium starch glycolate, sodium carboxymethylcellulose, polyvinylpyrrolidone (PVP), crospovidone, cation exchange resins, corn and potato starches, alginic acid and other materials that counteract the effect of binders and the physical forces of compression used in forming the tablets. Croscarmellose (2%) and sodium starch glycolate (5%) are often used because of their high water uptake and rapid action.
Here, the binder solution is mixed with the powder mixture to form an adhesive mass which can be granulated. The amount of binding agent used as well as the quantity of fluid required to form a damp and coherent mass is part of the operator’s skill; however, the resulting binder-powder mixture should compact when squeezed in the hand. The use of insufficient binder tends to poor adhesion, capping and soft tablets. Excessive binder solution yields hard tablets with slow disintegrating properties.
Among granulating agents are solutions of povidone, an aqueous preparation of cornstarch, molasses, methylcellulose, carboxymethylcellulose, glucose solution and microcrystalline cellulose.
Dry binder or nonaqueous solution may be used for drug substances that are adversely affected by aqueous solution. Colourants or flavouring agents may be added to the binding agent to prepare a granulation with an added feature.
The wet massed powder blend is screened using 6- to 12- mesh screen to prepare wet granules. This may be done by hand or with suitable equipment that prepares the granules by extrusion through perforations in the apparatus. The granules formed are spread evenly on trays and dried in an oven.
The screened moist granules are dried in an oven at a controlled temperature not exceeding 550C to a consistent weight or constant moisture content. The drying temperature and the duration of drying process depend on the nature of the active ingredient and the level of moisture required for the successful production of satisfactory tablets. Shelf or tray drier and fluidized-bed drier can be used for this purpose.
The dried granules are passed through a screen of smaller size than that used to prepare the moist granules. The size of the final granules is dependent on the size of the punches (and hence the final tablet size). Screens of 14- to 20- mesh size are generally used for this purpose.
After dry screening, the dried and screened granules are separated into coarse and fine granules by shaking them on a 250 mesh sieve. Appropriate quantity of lubricant is passed through a 200 – mesh sieve. This is mixed with the fine granules before the coarse granules are incorporated. The quantity of lubricant used varies from one formulation scientist to another but usually ranges from about 0.1% to 5% of the weight of the granulation.
Examples of lubricants commonly used in wet granulation include magnesium stearate (most preferred), calcium stearate, stearic acid, wax, hydrogenated vegetable oil, talc, and starch.
It is worth noting that disintegrant may be added in step 1 (intragranular) or in step 6 (extragranular) and sometimes in both steps (intragranular – extragranular). Intragranular – extragranular incorporation appears to be the best method of incorporation because the extragranularly added portion causes immediate disruption of the tablet into the previously compressed granules while the portion added intragranuarly cause further erosion of the granules to the original powder particles.
Here, the mixed granules are compressed in a single punch or multi-station tablet press fitted with the appropriate punches and dies.
Compressed tablets may be coated if there is need to mask the taste of unpleasant drugs, increase the aesthetic appeal of uncoated tablets, modify or control the release of therapeutic agents from tablets. This is achieved by enclosing or covering the core tablet or granules with coating solutions.
In an urge to improve commercial output of pharmaceutical formulations, wet granulation process has witnessed various technical and technological innovations such as
Read: Recent advances in wet granulation technology
The manufacture of tablets by wet granulation involves several unit operations. In order to manufacture tablets with desired characteristics, it is important to have a good understanding of the processes involved.
References
Related keywords: wet granulation ppt, wet granulation steps, wet granulation process pdf, wet granulation equipment, wet granulation process slideshare, wet granulation process for tablet manufacturing, wet granulation process flow chart, binder solution wet granulation
Comments4


Good knowledge
Thanks for the compliment.
may i know the name of author?
The authors
1) Pharmacist Ozioko Nnaemeka Calistus
2) Mr Ozioko Valentine Ikechukwu
Url:https://www.pharmapproach.com/tablet-manufacture-wet-granulation-method/