Tablet press also referred to as tableting machine, pharmaceutical tablet press, tablet compressing machine, or tablet punching machine is a mechanical device that compresses powders into tablets of uniform size, shape, and weight containing approximately the same quantity of Active Pharmaceutical Ingredient (API) and excipients. Apart from its use in the pharmaceutical industries for manufacturing varieties of tablets, it can also be used to manufacture illicit drugs, cleaning products, and cosmetics.
All tablet press employs the same basic principle of compression. The basic unit of any tablet press is tooling consisting of two punches and a die called a station. The upper and lower punches come together in the die that contains the tablet formulation.
The development of tablet press has been a continuous process. In the past, we have hand-driven tablet press which has been modernized to electrical driven tablet press.
Development of newer technology in tablet production e.g. development of direct compression technology.
Development of stringent standard of cleanliness to comply with the Current Good Manufacturing Process (CGMP).
The introduction of automation and continuous monitory of production processes.
Increased rate of production resulting from increased demand, multiplication of disease conditions, and exponential increase in population.
Types/Classification of Tablet Press
Tablet press in current use can be classified into;
Single punch/single station/eccentric presses.
Multi-station/rotary presses.
There are numerous models of presses, manufactured by a number of companies, ranging in size, speed, and capacity.
Single Punch
Single punch tablet press, also known as eccentric press or single station press is the simplest machine for tablet manufacturing. This machine uses a single set of station tooling (a die and a pair of upper and lower punches).
The compaction force on the fill material is exerted by only the upper punch while the lower punch is static; such action equivalent to hammering motion and as a result, the single punch press is referred to as stamping process. The single punch tablet press produces about 60-85 tablets/min e.g. Manesty F3.
Components/ functional parts of a single punch tablet press
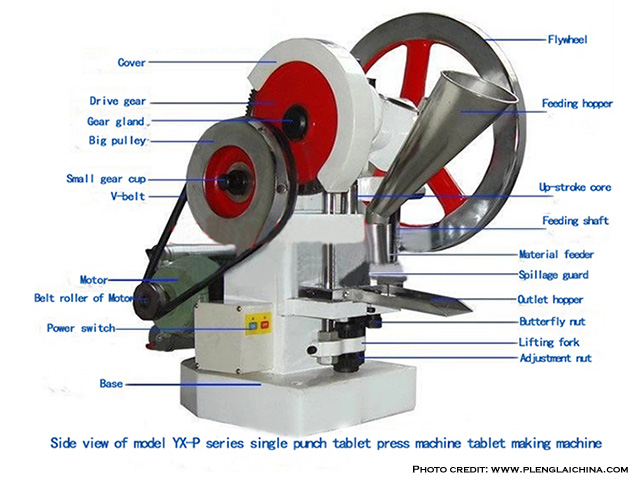
Labeled diagram of a single punch tablet press
Hopper – This is connected to the feed shoe and it is where the granules/powder mixtures are poured into prior to tabletting or compression. The hopper can be filled manually or by using mechanical equipment during subsequent tabletting.
Die cavity – The die cavity is where the powder granules are compressed into tablets. The die determines;
The diameter of the tablet
The size of the tablet
To some extent the thickness of the tablet.
Punches – This comprises upper and lower punch and they compress the powder into tablets of various shapes within the die.
Cam truck – This guides the position/movement of the punches.
Tablet adjuster – This is used to adjust the volume of the powder to be compressed and so determines the weight of the tablet.
Ejection adjuster – This facilitates the ejection of the tablet from the die cavity after compression.
In the production of tablets using a single punch tableting machine, the upper punch compresses the powder into tablets while the lower punch ejects the tablet.
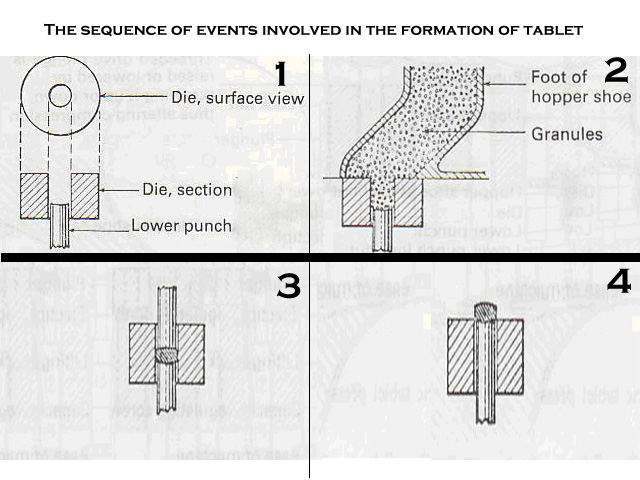
The sequence of events involved in the formation of tablets.
The events involved in tablet production can be divided into 3 stages;
Filing
Compression
Ejection
Filing
Position 1 – The upper punch is raised and lower punch drops to create a cavity in the die.
Position 2 – The feed shoe moves over the die cavity and granules fall into the die cavity under the influence of gravity from the hopper.
Compression
Position 3 – The feed shoe moves out of the way and the hopper punch descends to compress the granules/powder mixture into tablets by progressive reduction of the porosity of the die content and forcing of the particles into close contact with one another.
Ejection
Position 4– The upper punch retracts and the lower punch moves upwards too to eject the compressed tablet. The whole events repeat over and over again unit the feed material is exhausted.
Advantages of Single Punch Tablet Press
The single punch structure is rational and small.
Easy to operate and it operates at a high utilization ratio.
It can manufacture odd-shaped products with a diameter of up to 20 mm.
It is ideal for the development of tablets and small batch production.
Single punch tablet press utilizes a high amount of pressure to reduce weight variations between tablets while maintaining a low noise level at the same time.
Multi-Station Press
Multi-station press is a mechanical device that unlike the single punch tablet press has several tooling stations which rotates to compress granules/powder mixture into tablets of uniform size, shape (depending on the punch design), and uniform weight. It was developed to increase the output of tablets.
In rotary press, the compaction force on the fill material is exerted by both the upper and lower punches leaving the powder granules to be compressed in the middle. This is known as accordion type of compression.
The capacity of a rotary tablet press is determined by the rotation speed of the turrent and the number of stations on the press.
Components/Functional Parts of a Rotary Press
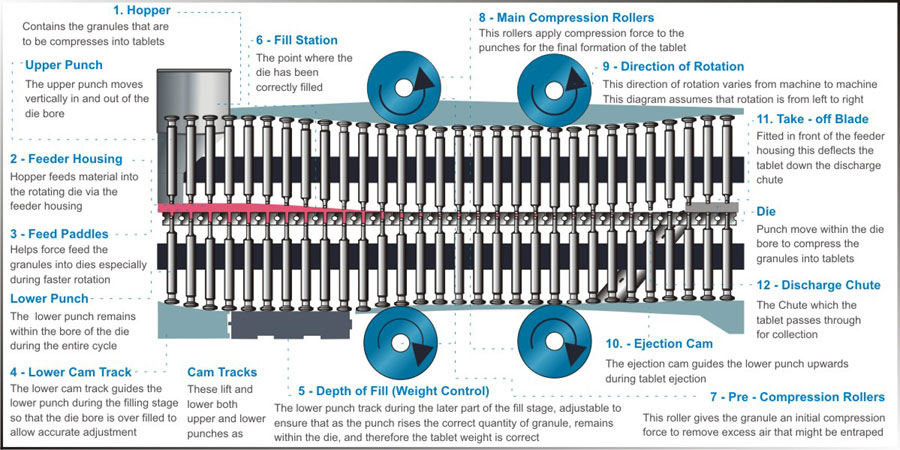
Hopper- The hopper holds the granules/powder mixture (API plus excipient) that are to be compressed into tablets.
Die cavity – This is where the powder granules are compressed into tablets and it determines;
The diameter of the tablets.
The size of the tablets.
To some extent the thickness of the tablets.
Feed paddle – Helps to force the feed/ the granules into the dies especially during faster rotation.
Punches – This comprises the upper and the lower punches. They move within the die bore to compress granules into tablets.
Lower cam track – This guides the lower punch during the filling stage so that the die bore is overfilled to allow accurate adjustment.
Cam tracks – This guides the movement of both the upper and lower punches.
Dept of fill/capacity control – This adjusts the lower punch track during the latter part of the fill stage to ensure that the appropriate quantity of granules remains within the die prior to compression.
Pre-compression rollers – This roller gives the granules an initial compression force to get rid of excess air that might be entrapped in the die.
Main compression – This roller applies the final compression force needed for the formation of tablets.
Ejection cam– Guides the lower punch upwards facilitating the ejection of tablets from the die cavity after compression.
Take-off Blade – This is fitted in front of the feeder housing and it deflects the tablet down the discharge chute.
Discharge chute – This is where the tablet passes through for collection after being deflected by the take-off blade.
Advantages of Rotary Press
High productivity can be gained with a minimal amount of labor while saving money.
Rotary press has an output of between 9000 – 234000 tab/hour thus saves time and meets up with the high demand of tablet dosage form.
The powder-filled cavity can be automatically managed by a moving feeder.
Rotary press decreases waste of valuable formulation in non-specific tablets.
The machine allows independent control of both weight and hardness.
Differences between single punch tablet press and rotary tablet press
The two most important differences between a single punch tablet press and a rotary tablet press are
Single punch tablet presses utilize single-sided compression to make tablets, whereas rotary presses use double-sided compression, and
Single punch tablet press compression cycles do not have a dwell time, whereas rotary presses typically use a punch head flat which enables a dwell time as the punch passes under the compression roller.
Tablet press tooling
A tooling set comprises the die and its associated punches. Punches and dies are essential tools in the tabletting process and therefore are critical to the quality of the tablets produced. Both tools are designed for long life under normal conditions of working, but, in spite of this, they are not proof against careless handling.
Common tooling standards
Basically, there are two types of toolings:
“B” type
“D” type
The above type of configuration constitutes a majority of the tool configuration used today.
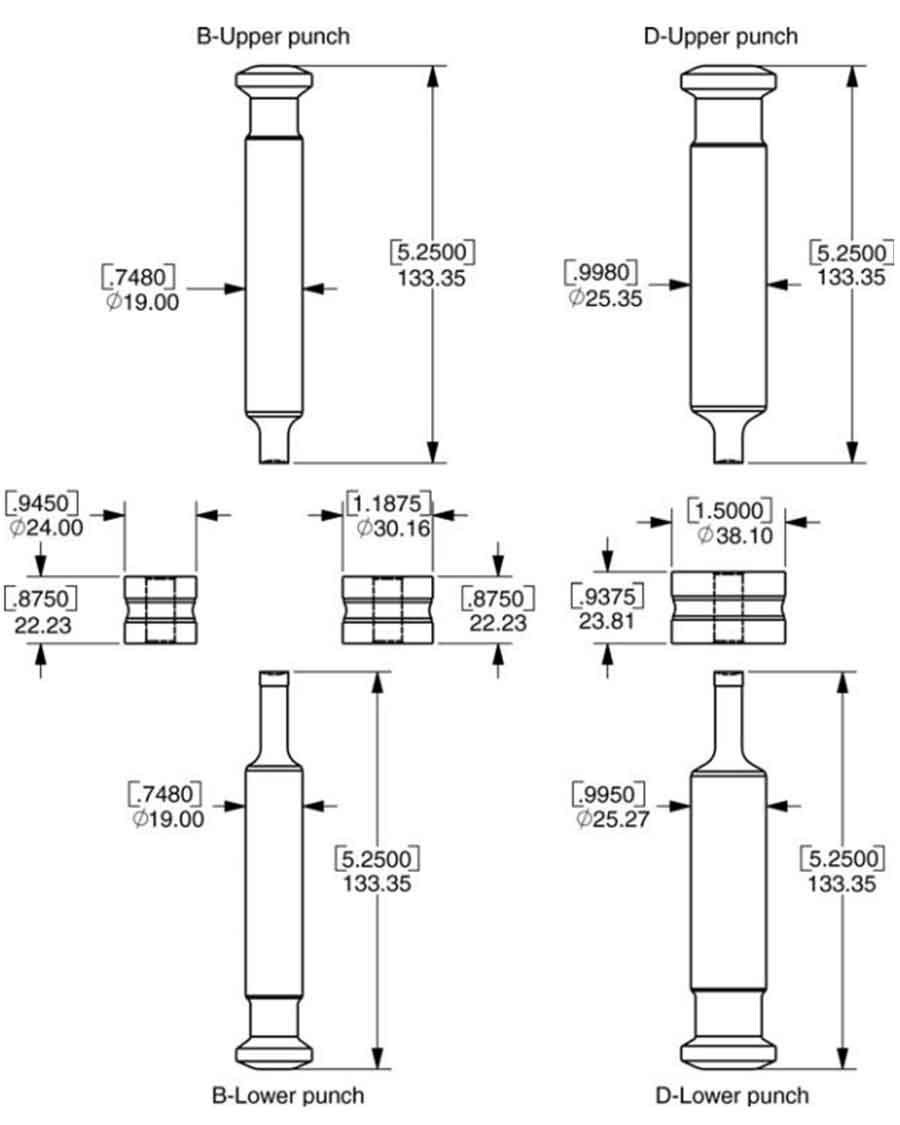
A drawing showing the differences between the B and D tool configurations
“B” Type
The “B” type configuration has a normal, punch barrel diameter of 0.750 in. (19 mm). The “B” type can be used with two types of die or can be said to have two different die sizes:
The “B” dies with a diameter of 1.1875 in. (30.16 mm), suitable for all tablet sizes up to the maximum for the “B” punches.
The smaller “BB” dies (small “B” die) that has a diameter of 0.945 in. (24 mm). This die type is suitable for tablets up to 9 mm diameter or 11 mm maximum.
“D” type
This type has larger nominal barrel diameter of 1 in. (25.4 mm) and a die diameter of 1.500 in. (38.10 mm) and thus is suitable for tablets with a maximum diameter or maximum length of 25.4 mm.
Tablet press is designed to be used with either “B” or “D” tooling but not both. The compression force obtainable in a machine depends on the type of tooling used. Machines that are designed to “B” type tooling exert a maximum compression force of 6.5 tones and machines that use the “D” type configuration exert 10 tones compression force. There are equally some special machines that are designed with the intention of exerting higher compression forces. The maximum force that can be exerted on a particular size and shape of tablets is governed by the size of the punch tip or the maximum force of which the machine is designed.
Individual manufacturers of tablet press have sought to achieve higher output by;
Increasing the effective number of punches.
Increasing the number of station.
Increasing the number of points of compression.
Increasing the rate of compression turrent speed.
Each of the above approaches has its own advantages and limitations.
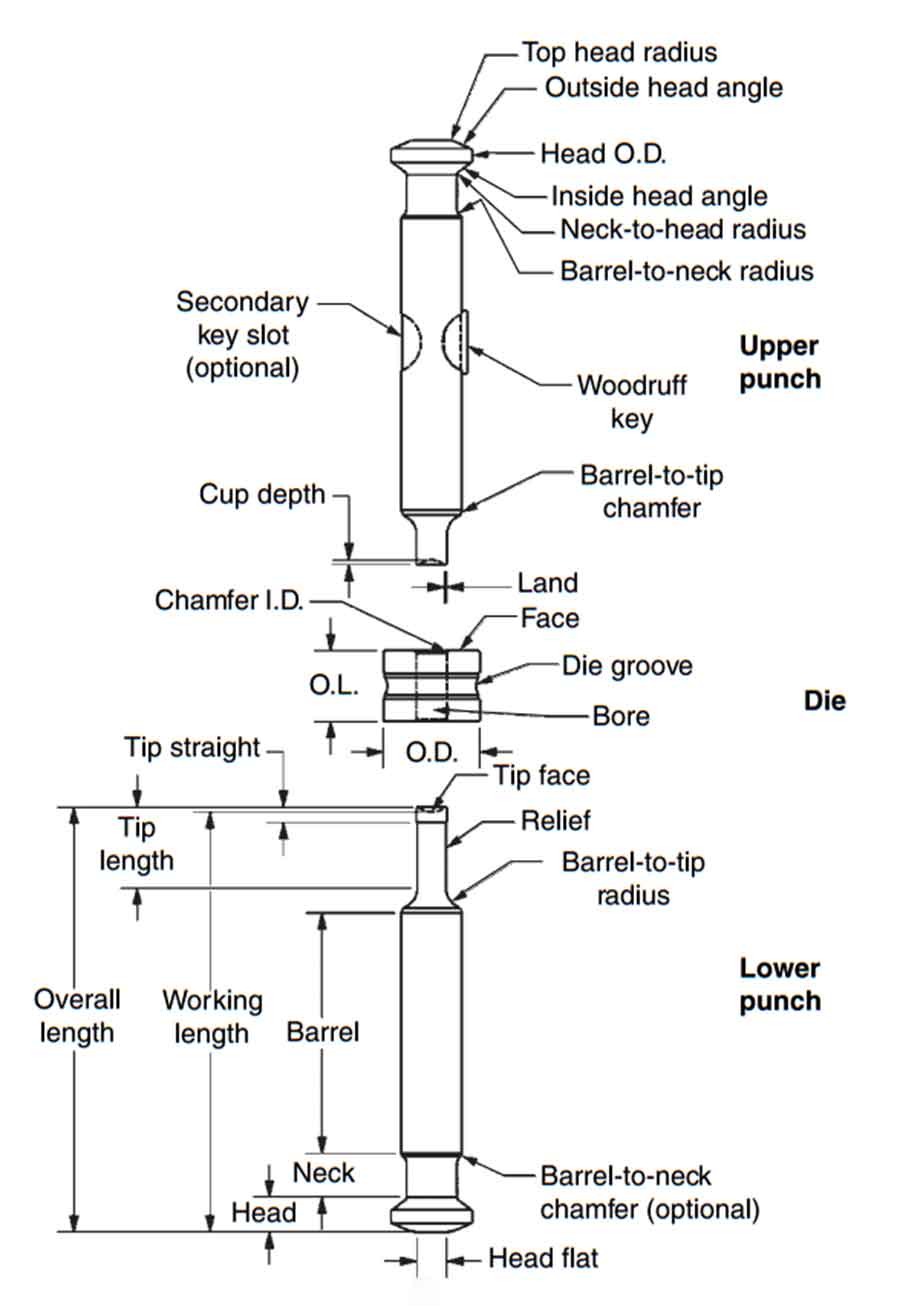
Common tooling terminology
Labeled diagram of a tablet press tooling
It is important for those working with a tablet press to be familiar with the terminology used in the industry concerning the punches and dies. Commonly used terms related to tablet press tooling include:
Anneal – A heat-treating process used on fragile punch tips to decrease the hardness of the punch cups reducing punch tip fracturing.
Bakelite tip relief – An undercut groove between the lower punch tip straight and the relief; it assures a sharp corner to assist in scraping product adhering to the die wall: normally a purchased option for lower punches.
Barrel chamfer – Chamfers at the ends of the punch barrel, eliminate outside corners.
Barrel Flutes – Vertical slots machined into the punch barrel to reduce the bearing surface and assist in removing product in the punch guides: a purchased option for upper and lower punches.
Barrel or shank – The vertical bearing surface of a punch which makes contact with the punch guides in the machine turret for vertical guidance.
Barrel-to-stem radius – The radius that blends the punch barrel to the stem
Cup depth – The depth of the cup from the highest point of the tip edge to the lowest point of the cavity.
Die – A component used in conjunction with the upper and lower punches; it accepts the product for compaction and is responsible for the tablet’s perimeter size and configuration.
Die bore – The cavity of a die that accepts the product for compaction and determines the tablets size and shape configuration.
Die chamfer – The angled area between the top of the die and the die bore; it assists in guiding. the upper punch into the die bore.
Die groove – The radial groove around the die O.D. which accepts the die lock to secure the die in position in the die table.
Die height or overall length – The entire height or overall length of a die.
Die lock – The mechanism used to lock a die in position after it is installed in the die table.
Die outside diameter – The largest diameter of a die, commonly referred to as the die O.D.
Die taper – A gradual increase in dimension, starting from a given depth in the die bore and increasing to the die chamfer; used normally to release air from the die cavity during the compression cycle.
Head – The largest diameter of a common punch which contacts the machines cams and accepts the pressure from the pressure rollers.
Head back angle – Sometimes referred to as the inside head angle, located underneath the top head angle or the top head radius which contacts the machine camming for vertical movement of the punch within the punch guides.
Head flat – The flat portion of the head which makes contact with the pressure rollers and determines the maximum dwell time for compression.
Key – A projection normally of mild steel which protrudes above the surface of the punch barrel. It maintains alignment of the upper punch for reentry into the die; mandatory on upper punches with multiple tips and all tablet shapes other than round; commonly used with embossed round tablet shapes when rotation of the punch causes a condition known as double impression.
Key position – The radial and height position of a key on the punch barrel; not found in all presses.
Land – The area between the edge of the punch cup and the outside diameter of the punch tip; this adds strength to the tip to reduce punch tip fracturing.
Neck – Located below the head and provides clearance as the punch cycles through the machine cams.
Punch overall length – The total length of a punch, other than flat-face tablet configurations, that is normally a reference dimension which consists of a combination of the working length and the cup depth dimensions.
Stem – The area from the barrel to the edge of the punch tip.
Tip face or cup – The portion of the punch tip that determines the contour of the tablet face; it includes the tablet embossing.
Tip length – The straight portion of the punch stem.
Tip relief – The portion of the punch stem which is a undercut or made smaller than the punch tip straight; most common for lower punches to aid in reducing friction from the punch tip and die wall as the punch travels through the compression cycle; the area where the punch tip and relief meet must be sharp to scrape product from the die wall as the lower punch travels down for the fill cycle.
Tip straight – The section of the tip that extends from the tip relief to the end of the punch tip; it maintains the punch tip size tolerance.
Tooling set – A complete set of punches and dies to accommodate all stations in a tablet press.
Tooling station – The upper punch, lower punch and die which accommodate one station in a tablet press.
Top head angle – Angle from the outside head diameter to the top head radius; it allows for sufficient head thickness and smoother camming.
Top head radius – The radius on the top of the head which blends the top head angle to the head flat. Some head configurations may consist of only the head radius without the head angle. This radius makes the initial contact with the pressure roll and allows a smoother transition into the compression cycle.
Working length – The dimension from the head flat to the lowest measurable point of the tip face, responsible for the consistency of the tablet overall thickness.
Purchasing Tablet Compression Tooling
Considering all the available tooling options and steel types, it can be confusing and complicated to purchase tablet tooling. Before making the final purchase, it is advisable to request a tool and tablet drawing for approval. Most tooling manufactures can submit a sample tablet made of copper or a special grade of plastic for further approval. The following list is a guideline for information that is needed by the tooling manufacture to properly custom-manufacture tooling that meets the requirements of the product and tablet press:
The size, shape, and cup depth of the tablet to be compressed (a sample tablet or sample tools would be sufficient if this information is not available)
Drawing number of the tablet if a drawing exists, if not, request a drawing for future reference
Hob number, if the order is a replacement
Press type, model number, and number of stations required
Steel type if other than standard
Historical data referencing tablet problems such as capping, sticking, picking, high ejection forces, etc.
If the tablet is a core and will be coated
Special options such as tapered dies, domed heads, key type, etc.
Special shipping instructions
Care of tablet press
Turn off the power when the batch has been runoff.
Remove loose dust and granulation with the vacuum cleaner
Release the pressure from the punches
Remove the feed hopper and the feed shoe.
Remove the upper punch, the lower punch, and the die.
Clean all surfaces of the tablet machine, and dry well with a clean cloth.
Cover surfaces with thin coating of grease or oil prior to storage.
References
Bill Bennett and Graham Cole (2003). Pharmaceutical Production: An Engineering Guide. Institute of Chemical Engineers (IChemE), UK.
David, B. Troy, and Paul, Beringer (2006). Remington: The Science and of Pharmacy. 21st edition. Lippincott Williams and Wilkins, USA.
Felton, L. (2012). Remington Essentials of Pharmaceutics. UK: Pharmaceutical Press.
Ghosh, T. K., and Jasti, B. R. (2005). Theory and Practice of Contemporary Pharmaceutics. New York: CRC Press LLC.
Gilbert, S. B, and Christopher, T. R. (2003). Modern Pharmaceutics. CRC Press, Taylor and Francis Group, LLC.





Good
Thanks for the compliment.
That’s a really great for helping us nd this notes are also helpfull for assignment work
We’re glad we could help. Thanks