Drug products usually contain inactive, non-medicinal substances other than the therapeutic agent(s). These substances are called excipients, and they are intentionally included in a drug product to serve different pharmaceutical purposes, thus ensuring product acceptability in terms of manufacturability, appearance and performance.
In tablet formulation, excipients are usually combined at various quantities with the active drug substance(s) to produce tablets that are of standard quality. The type and quantities of each excipient used depend on the type of tablet desired and the process employed.
Contents
Excipients used in tablet formulation may be classified into two groups:
Typically the following excipients/ ingredients are used in the manufacture of conventional tablets
Binders also referred to as granulators or granulating fluid, are polymeric, natural or synthetic materials that impart cohesive qualities to powdered materials used in tablet manufacture. They ensure the tablets remain intact after compression, as well as improve the free-flowing qualities of the powdered materials without retarding disintegration or dissolution.
Binders are used alone or in combination with one another. They are added as dry powders (e.g., cellulose and polyvinyl pyrrolidone) or in the form of their solution that is, by dissolving it in a suitable and appropriate solvent. The quantity used has considerable influence on the properties of the compressed tablets. The use of excessive binder will make a hard tablet that will not disintegrate easily when the tablet comes in contact with moisture and will also cause excessive wear of punches and dies.
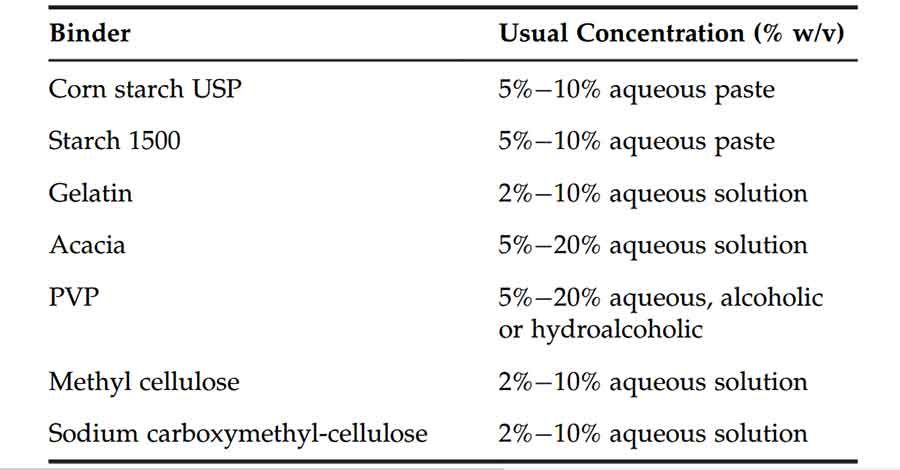
Binders must be non-toxic and must have a good compatibility profile. Materials commonly used as binders include acacia gum, hydroxypropylmethylcellulose, tragacanth, polyvinyl pyrrollidone (PVP), corn starch, microcrystalline cellulose, etc.
Examples and concentrations of binders commonly used in tablet formulation
These are approved excipients added to any tablet formular when the quantity of active pharmaceutical ingredient is very small. They are added to increase the size of the tablets to get a significant tablet weight that can be handled or compressed, thereby rendering the manufacturing process more reliable and reproducible. The quantity of bulking agent that appears in a formula is normally determined by the quantity of the drug, the nature and amount of other ingredients in the formulation.
Bulking agents must be approved like all other raw materials used in tablet formulation. They should be chemically inert, non-hygroscopic, hydrophilic and must exhibit good compression properties. The compatibility of the bulking agent with the drug substance must be considered as studies have shown that some interfere with the absorption of drug substances from the gastrointestinal tract e.g., calcium salts used as bulking agent for the broad-spectrum antibiotic tetracycline.
Lactose is a common bulking agent used in both tablet and capsule formulations as it fulfils most of the ideal characteristics of bulking agents. It is unsuitable for patients who are lactose intolerant. Other examples of bulking agents used in tablet manufacture include mannitol, dicalcium phosphate, calcium sulfate, dry starch, cellulose, kaolin, sodium chloride, anhydrous lactose, sorbitol, sucrose etc.
Read also: Manufacture of Pharmaceutical Tablets
Disintegrants or disintegrating agents are raw materials that appear in some tablets. They are added to formulations to overcome the cohesive strength imparted during compression, thus facilitating the breakdown of the tablet into granules for ready drug availability once they come in contact with moisture. There is still a lack of understanding with respect to the mechanisms by which disintegrants elicit their functions.
Disintegrants such as starch, sodium starch glycolate and microcrystalline cellulose may enable tablet disintegration by increasing the porosity and wettability of the compressed tablet matrix. Croscarmellose sodium, crospovidone, sodium starch glycolate and pregelatinised starch swell in the presence of aqueous fluids, thereby facilitating tablet disintegration due to the increase in the internal pressure within the tablet matrix. Tablet disruption following gas production (carbon dioxide) as seen in effervescent tablets is another mechanism used to enhance tablet disintegration.
Disintegrants may be added intragranularly, extragranularly or both (which may be varied to achieve the best result). It does not always mean that the higher the concentration of disintegrants the faster the rate of disintegration. The concentration may have a direct relationship with the rate of disintegration until it gets to maximum after which disintegration rate decreases with increase in concentration of disintegrants.
Various factors have been identified to influence the actions of disintegrants and they include:
Example of disintegrants used in the manufacture of tablets include corn and potato starches, cation-exchange resins, Veegum HV, alginic acid, agar, bentonite, natural sponge, guar gum, citrus pulp, methylcellulose, carboxymethylcellulose etc.
A group of materials known as “super disintegrants” have gained popularity as disintegrating agents. Compared to the more traditional disintegrants, super disintegrants act extraordinarily fast in exploding tablets in seconds. Their likely mechanism of action is a combination of proposed theories including water wicking, swelling, deformation recovery, repulsion and heat of wetting.
Super disintegrants comprise three groups namely:
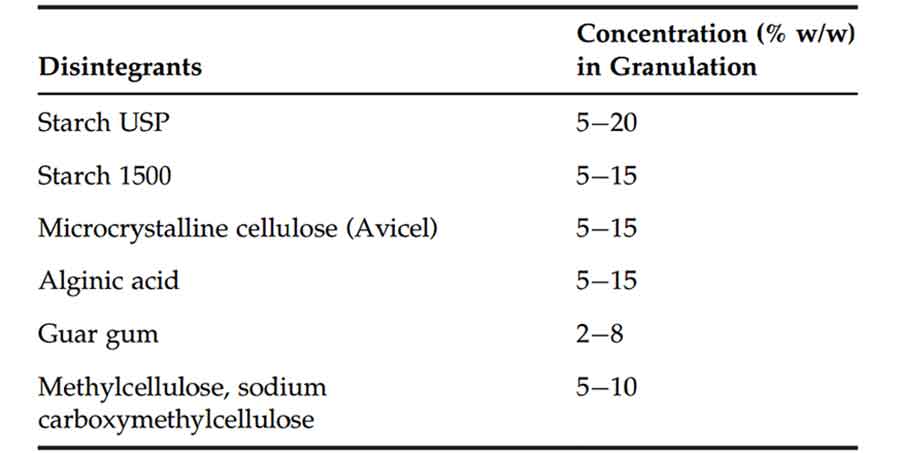
Examples of super disintegrants include croscarmellose, locust bean gum (at 10% w/w), crospovidone, sodium starch glycolate (Primojel, Explotab) etc.
Examples and concentrations of disintegrants commonly used in tablet formulation
Read also: Understanding Pharmaceutical Dosage Forms
Lubricants as the name suggest, reduce friction between the powder mix and the die walls during compression and ejection. They also prevent the mixed powders/ granules from sticking to the processing zone of the tablet press especially the punches and die. In some cases, lubricants reduce inter-particulate friction and thus, improve flow rates of powders or granules. The best lubricants are those with low shear strength but strong cohesive tendencies perpendicular to the line of shear.
Lubricants can be classified based on their solubility characteristics into
Inadequate lubrication during tablet manufacture results in the production of tablets with a pitted surface. Conversely, excessive use of lubricants yields tablets with reduced rates of disintegration and dissolution. The appearance of the tablet is an important pharmacopoeial (and consumer) requirement and, therefore, inadequate or excessive lubrication will lead to rejection of the tablet batch.
Lubricants should be added after disintegrants to avoid coating it or preferably at the final stage prior to compression to ensure mixing time is kept to a minimum. The hydrophobic stearic acid and stearic acid salts e.g., magnesium stearate, are the most widely used lubricants in tablet formulation. They are included at concentrations less than 1% w/w in order to minimize any deleterious effect on tablet disintegration or dissolution. Other examples of lubricants used in tablet technology include Polyethylene glycol (PEG), polyoxyethylene stearates, lauryl sulphate salts, talc, magnesium stearate, glyceryl behenate, stearic acid, glyceryl palmitostearate, calcium stearate, hydrogenated vegetable oils etc.
colloidal silicon dioxide and silicates). In many cases, these excipients are used in combination.
To continue reading, click on the page buttons below…