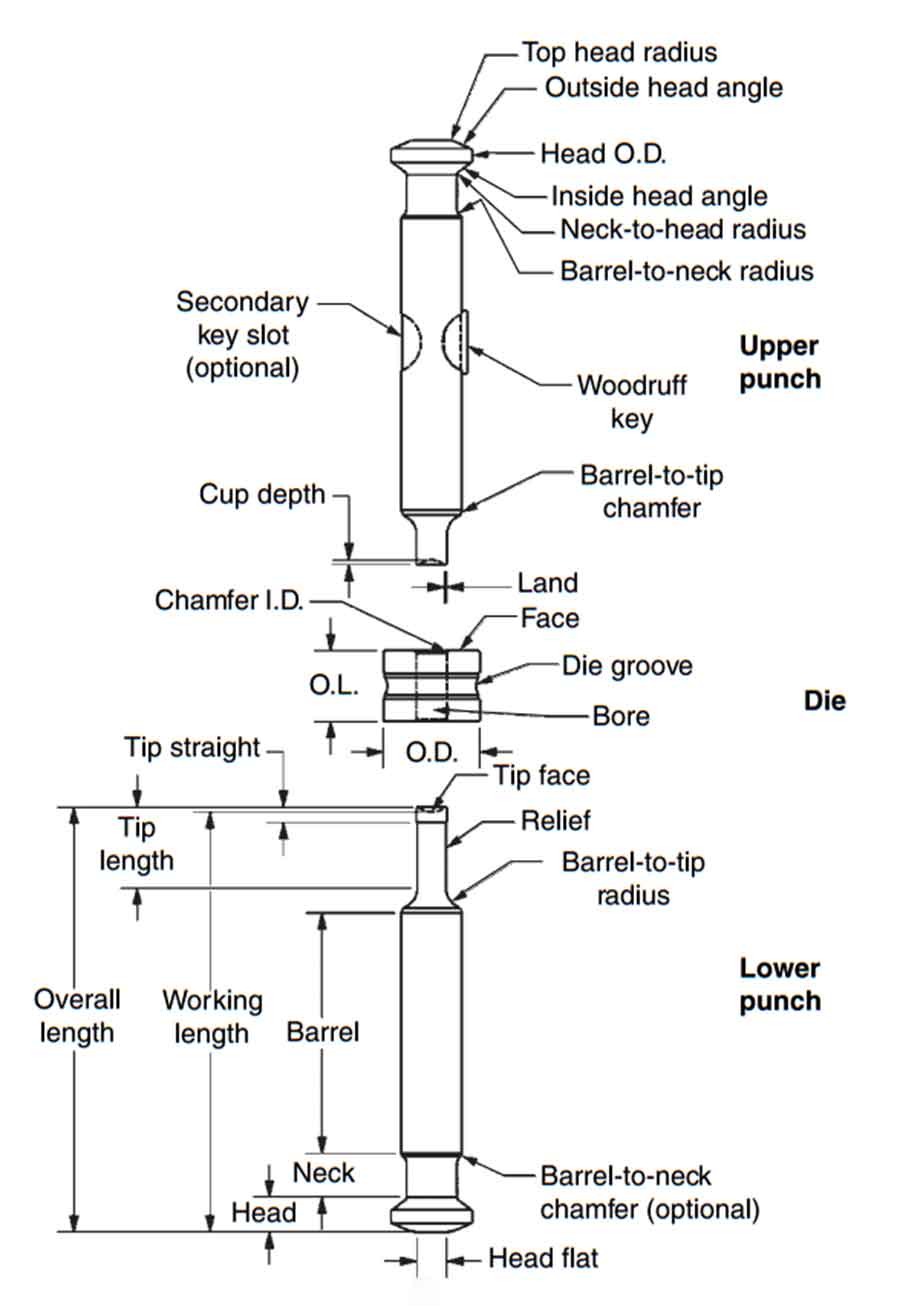
Labeled diagram of a tablet press tooling
It is important for those working with a tablet press to be familiar with the terminology used in the industry concerning the punches and dies. Commonly used terms related to tablet press tooling include:
1. Anneal – A heat-treating process used on fragile punch tips to decrease the hardness of the punch cups reducing punch tip fracturing.
2. Bakelite tip relief – An undercut groove between the lower punch tip straight and the relief; it assures a sharp corner to assist in scraping product adhering to the die wall: normally a purchased option for lower punches.
3. Barrel chamfer – Chamfers at the ends of the punch barrel, eliminate outside corners.
4. Barrel Flutes – Vertical slots machined into the punch barrel to reduce the bearing surface and assist in removing product in the punch guides: a purchased option for upper and lower punches.
5. Barrel or shank – The vertical bearing surface of a punch which makes contact with the punch guides in the machine turret for vertical guidance.
6. Barrel-to-stem radius – The radius that blends the punch barrel to the stem
7. Cup depth – The depth of the cup from the highest point of the tip edge to the lowest point of the cavity.
8. Die – A component used in conjunction with the upper and lower punches; it accepts the product for compaction and is responsible for the tablet’s perimeter size and configuration.
9. Die bore – The cavity of a die that accepts the product for compaction and determines the tablet’s size and shape configuration.
10. Die chamfer – The angled area between the top of the die and the die bore; it assists in guiding. the upper punch into the die bore.
11. Die groove – The radial groove around the die O.D. which accepts the die lock to secure the die in position in the die table.
12. Die height or overall length – The entire height or overall length of a die.
13. Die lock – The mechanism used to lock a die in position after it is installed in the die table.
14. Die outside diameter – The largest diameter of a die, commonly referred to as the die O.D.
15. Die taper – A gradual increase in dimension, starting from a given depth in the die bore and increasing to the die chamfer; used normally to release air from the die cavity during the compression cycle.
16. Head – The largest diameter of a common punch which contacts the machines cams and accepts the pressure from the pressure rollers.
17. Head back angle – Sometimes referred to as the inside head angle, located underneath the top head angle or the top head radius which contacts the machine camming for vertical movement of the punch within the punch guides.
18. Head flat – The flat portion of the head which makes contact with the pressure rollers and determines the maximum dwell time for compression.
19. Key – A projection normally of mild steel which protrudes above the surface of the punch barrel. It maintains alignment of the upper punch for reentry into the die; mandatory on upper punches with multiple tips and all tablet shapes other than round; commonly used with embossed round tablet shapes when rotation of the punch causes a condition known as double impression.
20. Key position – The radial and height position of a key on the punch barrel; not found in all presses.
21. Land – The area between the edge of the punch cup and the outside diameter of the punch tip; this adds strength to the tip to reduce punch tip fracturing.
22. Neck – Located below the head and provides clearance as the punch cycles through the machine cams.
23. Punch overall length – The total length of a punch, other than flat-face tablet configurations, that is normally a reference dimension which consists of a combination of the working length and the cup depth dimensions.
24. Stem – The area from the barrel to the edge of the punch tip.
25. Tip face or cup – The portion of the punch tip that determines the contour of the tablet face; it includes the tablet embossing.
26. Tip length – The straight portion of the punch stem.
27. Tip relief – The portion of the punch stem which is a undercut or made smaller than the punch tip straight; most common for lower punches to aid in reducing friction from the punch tip and die wall as the punch travels through the compression cycle; the area where the punch tip and relief meet must be sharp to scrape product from the die wall as the lower punch travels down for the fill cycle.
28. Tip straight – The section of the tip that extends from the tip relief to the end of the punch tip; it maintains the punch tip size tolerance.
29. Tooling set – A complete set of punches and dies to accommodate all stations in a tablet press.
30. Tooling station – The upper punch, lower punch and die which accommodate one station in a tablet press.
31. Top head angle – Angle from the outside head diameter to the top head radius; it allows for sufficient head thickness and smoother camming.
32. Top head radius – The radius on the top of the head which blends the top head angle to the head flat. Some head configurations may consist of only the head radius without the head angle. This radius makes the initial contact with the pressure roll and allows a smoother transition into the compression cycle.
33. Working length – The dimension from the head flat to the lowest measurable point of the tip face, responsible for the consistency of the tablet overall thickness.