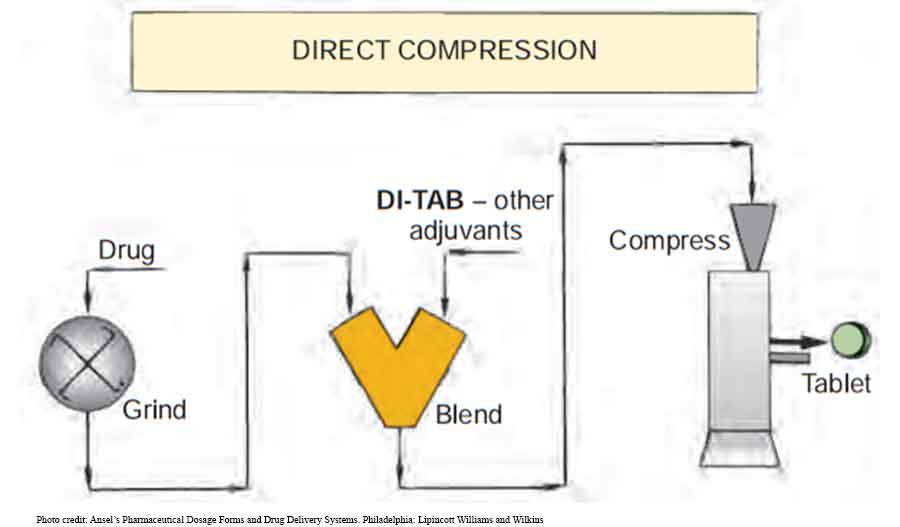
The processing of drug with excipients can be achieved without any need of granulation and related unit operations. By simply mixing in a blender, formulation ingredients can be processed and compressed into tablets without any of the ingredients having to be changed. This procedure is called direct compression and it is used in the manufacture of tablets when formulation ingredients can flow uniformly into a die cavity.
The term direct compression was reserved for a small group of granular chemicals having all the physical characteristics that enable them to be directly compressed into tablets without an intermediate granulating step. As such, it was only used for chemicals, such as potassium salts (chlorate, chloride, bromide, iodide, nitrate, and permanganate), ammonium chloride, and methenamine.
Today, the term direct compression (or direct compaction) is used to define the process by which tablets are compressed directly from powdered active drug substance and suitable excipients into a firm compact without employing the process of granulation.
The successful application of direct compression technique in tablet manufacture especially for low and medium dosage range of drugs can be attributed to the availability of new excipients, modified form of old excipients, and the invention and utilization of new tablet machinery.
The processes involved in the manufacture of tablets by direct compression method can be summarized in three steps.
Direct compression technique using induced die feeders
Direct compression technique using dry binders and
Direct compression technique using direct compression excipients
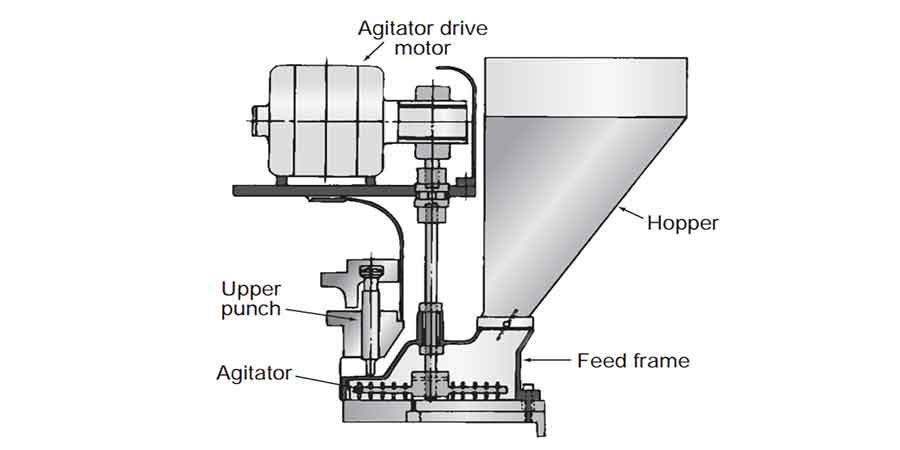
1. Direct compression technique using induced die feeders
This involves the use of a special feeding device which prevents segregation and enhances the flow of powders from the hopper into the die cavity of a tablet press. The use of induced die feeder also reduces air entrapment, making the fill powder more dense and amenable to compaction.
Direct compression technique using induced die feeder is used when formulation ingredients will compact but will not adequately fill the die cavity.
Induced die feeder, Ansel’s Pharmaceutical Dosage Forms and Drug Delivery Systems. Philadelphia: Lipincott Williams and Wilkins.
2. Direct compression technique using dry binders
This technique will affect compression of drugs at relatively low filler to drug ratio, with little addition of preparatory techniques. Materials used as dry binders should possess adequate cohesive or compressibility properties in order to form satisfactory tablets of acceptable hardness and friability. They should possess adequate flowability and bulk density to ensure the die cavities are uniformly filled and hence tablets of uniform weight and drug content would be obtained. They should also have high capacity or low binder to drug ratio in order to make possible the manufacture of suitable sized tablets containing relatively high doses of drugs.
Examples of dry binders used in the manufacture of tablet by direct compression method include microcrystalline cellulose, polyethylene glycol 400, polyethylene glycol 6000 etc.
3. Direct compression technique using direct compression excipients
A direct compression excipient also referred to as direct compressible excipient or direct compression filler/binders are inert, non-medicinal substances which may be compacted with no difficulty and which may do so even when mixed with drug substances. Direct compressible excipients should exhibit satisfactory tabletting characteristics. This is because they determine the overall characteristics of the tablet, particularly in regard to the fluidity of the component powders. Direct compressible excipients can also influence the hardness, disintegration and dissolution characteristics of the finished tablets.
Excipients used in the manufacture of tablets by direct compression method
The production of tablets by direct compression necessitates the inclusion of certain grades of excipients to achieve the correct powder flow and compression properties. These grades have typically been prepared by specific methods (such as spray-drying, wet granulation, slugging, crystallization, or spheronization) to achieve the correct physicochemical properties (e.g., particle size/distribution and flow properties).
Direct compression excipients used in the manufacture of tablets include:
a. Diluents/fillers
Examples of diluents used in direct compression technology include
The types of lubricants and glidants used in the manufacture of tablets by direct compression method are similar to those used in other tablet manufacture methods and include:
Stages in the manufacture of tablets by direct compression method
The manufacture of tablets by direct compression involves comparatively few steps and they include
Premilling of formulation ingredients (active drug substance and excipients)
Mixing of active drug substance with the powdered excipients (including the lubricant)
Compression of the mixed powders into tablets.
Advantages of direct compression technology
The adoption of direct compression technology is based on the following advantages or benefits
Direct compression method requires fewer processing steps (unit operations) and less equipment. Therefore, the method is potentially less expensive than other methods used in tablet manufacture.
Tablet manufacture can be carried out without the involvement of moisture and heat. Hence, product stability is almost guaranteed.
Some direct compressible excipients possess inherent disintegration properties e.g., microcrystalline cellulose.
Tablets produced by direct compression method generally show faster dissolution times than those prepared by wet granulation. This is because tablets manufactured by direct compression method disintegrate into primary particle state unlike those manufactured by wet granulation method which breaks down into granules and finally into primary particle state.
Changes in dissolution profile are less likely to occur in tablets manufactured by direct compression (if stored for a long time) than in those prepared by wet granulation.
Because direct compression excipients have a relatively high binding capacity, the pressure required to manufacture the desired hardness is, in general, less with direct compression vehicles than with conventional granulations, resulting in both higher production rates and longer machine life.
Lubrication is performed in the same vessel as powder mixing, thereby reducing both transfer losses and contamination of equipment.
Limitations of direct compression technology
There are a number of reasons why direct compression may not be suitable for a wide array of products and they include:
High-dose drugs may present problems with direct compression if it is not easily compressible by itself.
The choice of excipients used in the manufacture of tablets by direct compression technology is highly restricted since most materials do not have inherent binding properties.
Low-dose drugs may not be uniformly blended.
Direct compression excipients are often more expensive than other tablet excipients used in wet granulation or slugging.
A vast majority of drug substances are rarely so easy to tablet by direct compression. Thus, in choosing a vehicle, it is necessary to consider the dilution potential of the major filler-binder (i.e., the proportion of the drug substance that can be satisfactorily compressed into tablets with a direct compressible excipient).
Direct compression blends are subject to unblending/ segregation in post-blending handling steps. This arises from lack of moisture in the blends (which may give rise to static charges leading to unblending) or variations in particle size or density of formulation ingredients. This problem can be solved by applying the concept of ordered blending and/or use of excipients of narrow particle size ranges.
In some instances, direct compression excipients may interact with the drug substance. A good example of such reaction is that which occurs between amine compounds and spray-dried lactose and this results in a yellow discolouration of the tablets.
Tablet defects such as sticking, capping and lamination are usually pronounced in tablets manufactured by direct compression method.
Conclusion
Direct compression is becoming one of the most common and economical method of tablet manufacturing in the pharmaceutical industry. Although the principles governing direct compression have been well known for many years, the technique has only recently become more established as a result of the introduction of certain grades of excipients specifically designed for direct compression.
References
Allen L. V and Ansel H. C. (2014). Ansel’s Pharmaceutical Dosage Forms and Drug Delivery Systems. Philadelphia: Lipincott Williams and Wilkins.
Dash, A. K., Singh, S. and Tolman, J. (2014). Pharmaceutics – Basic Principles and Application to Pharmacy Practice. USA: Academic Press.
Ennis, B. J. and Litster, J. D. (1997). Particle enlargement. In R. Perry and D. Greens (Eds.), Perry’s Chemical Engineer’s Handbook. 7th ed. (pp 20-89). New York: McGraw Hill.
Ghosh, T. K. and Jasti, B. R. (2005). Theory and Practice of Contemporary Pharmaceutics. USA: CRC Press LLC.
Jones D. (2016). Fasttrack Pharmaceutics – Dosage Form and Design 2nd edition. London: Pharmaceutical Press.
Ofoefule, S. I. (2002). Textbook of Pharmaceutical Technology and Industrial Pharmacy. Nigeria: Samakin (Nig) Enterprise.
Parikh, M. (2010). Handbook of Pharmaceutical Granulation Technology 3rd ed. USA: Informa Healthcare.
Thejaswini, P., Suguna, B., Sumalatha, N., Umasankar, K. and Reddy, P. (2013). Advanced Granulation Techniques for Pharmaceutical Formulations – Overview. International Journal of Research in Pharmaceutical and Nano Sciences, 2(6), 723 – 732.
Related keywords: direct compression method ppt, direct compression method slideshare, direct compression method of tablet slideshare, formulation of tablets by direct compression method, direct compression method pdf, direct compression method flow chart, direct compression method example, direct compression method equipment