Granulation is an important unit operation in which fine powder particles are made to adhere to form larger agglomerates called granules. The process is designed to improve formulation operations by transforming fine powder particles into free flowing, dust free, non-segregating blends with ideally uniform distribution of formulation ingredients, which can easily be compressed into tablets or used for vial or capsule filling operations.
Granulation technology is mainly classified into two types, wet granulation and dry granulation. These methods are categorized on the basis of the type of binder and the process employed during granulation. Among these two processes, wet granulation is the commonest and most widely used granulation method despite its limitations.
Like any other scientific field, pharmaceutical granulation technology has witnessed various technological innovation over the years in an urge to improve commercial output. The aim of this article is to give the reader an overview of recent advances in granulation technology as well as the advantages and limitations of each technology.
Dry granulation process involves the agglomeration of fine powder particles without the use of binder solution and heat. The process can be achieved either by slugging (also known as double compression) or by roller compaction.
Dry granulation by roller compactor is definitely the most appropriate method for its simplicity, low costs, and higher product throughput. Unlike wet granulation technology, there has not been much advances in dry granulation technology, except for one important novel technique known as pneumatic dry granulation.
1. Pneumatic Dry Granulation (PDG) Technology
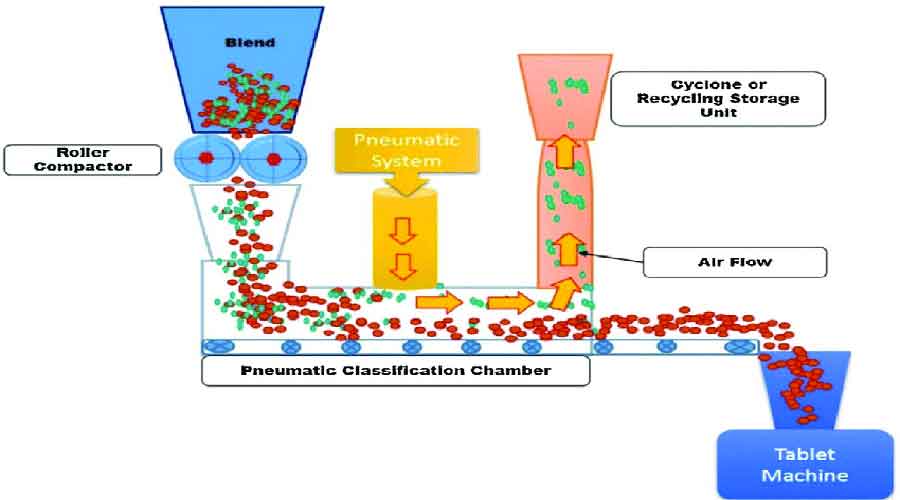
This is an innovative granulation technology developed by Atacama Labs (Helsinki, Finland). The process utilizes roller compaction together with a proprietary air classification method to produce free flowing granules with improved compressibility characteristics.
In this technique, a compacted mass comprising a mixture of fine powder particles and granules are produced from fine powder particles by initially applying little compaction force by roller compactor. The fine powder particles and/or smaller granules are then introduced into a newly innovated fractionating device that separates the granules and recycles rejected fraction.
Schematic representation of Pneumatic Dry Granulation Technology. Image source: researchgate.net
Advantages of Pneumatic Dry Granulation Technology
High drug loading (up to 70-100%) can be achieved even with materials known to be difficult to handle.
Faster processing speed even with traditionally proven difficult materials.
The technique is suitable for heat and moisture sensitive drugs.
The system is closed and thus offers safety advantages when handling toxic materials.
The process also possess potentiality to handle sterile products.
The end products PDG have excellent stability and disintegration properties with enhanced shelf life.
There is little or no waste of material, thus low manufacturing cost.
Scale-up is straightforward.
Release time can be modified to suit formulator’s requirements.
Disadvantages of Pneumatic Dry Granulation Technology
Double compression of formulation ingredients may lead to degradation of materials during granulation process.
Recent Advances in Wet Granulation Technology
Wet granulation technology has witnessed various technical and technological advancement such as
1. Steam Granulation Technology
This is a modification of wet granulation process. It essentially involves the wet massing of small powder particles using steam as granulation fluid instead of traditional liquid, water. In this technique, agglomeration of power particles is facilitated by injecting a jet of steam into the bed of fluidized particles to be granulated. After condensation of the steam, powder particles are surrounded by a hot thin film of water which requires small amount of extra energy for its elimination.
Schematic representation of Steam Granulation Technology. Image source: Bioimpacts
Advantages of Steam Granulation Technology
Steam granulation has several benefits which include:
Higher ability of the steam to diffuse and distribute uniformly into the powder mix.
Formation of spherical granules with improved dissolution profile.
The use of eco-friendly granulating fluid during the granulation process.
The process requires shorter processing time.
The technique maintains sterility and thus can be used in the manufacture of sterile products.
Limitations of Steam Granulation
Steam granulation technology requires high energy input.
The process is not suitable for binders that are not activated by contact with steam.
The process is not suitable for hydrolyzable and heat sensitive drug substances.
The technique requires special equipment for steam generation and transportation.
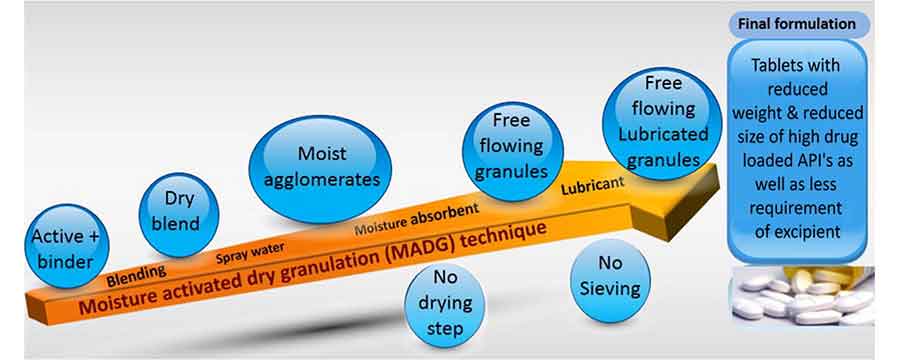
Moisture-activated dry granulation also referred to as ‘Single-Pot’ or moist granulation is a variation of conventional wet granulation process where free flowing granules are formed with water and granulating agent, as in conventional wet granulation technology, but are not heat dried or milled.
In this technique, agglomeration is facilitated by the addition of small amount of water, usually less than 5 % to the powder mix under constant mixing in high-shear mixer. After granulation endpoint is achieved, moisture absorbents such as microcrystalline cellulose (MCC), silicon dioxide, potato starch etc., are added to facilitate the absorption of excess moisture present in the granules.
MADG is applicable in the development of many solid dosage forms.
The process is time efficient.
The process does not require expensive drying process.
MADG utilizes a very small amount of water and thus does not lead to formation of larger lumps during granulation.
Granules formed using this technology have improved flow and compressibility properties.
The process is suitable for the formulation of immediate- and controlled-release dosage forms.
Limitations of Moisture-Activated Dry Granulation
MADG is not suitable for hydro-sensitive or high moisture absorbing/ hygroscopic drug substances.
It is difficult to formulate high dose drugs using this technique.
3. Thermal Adhesion Granulation (TAG)
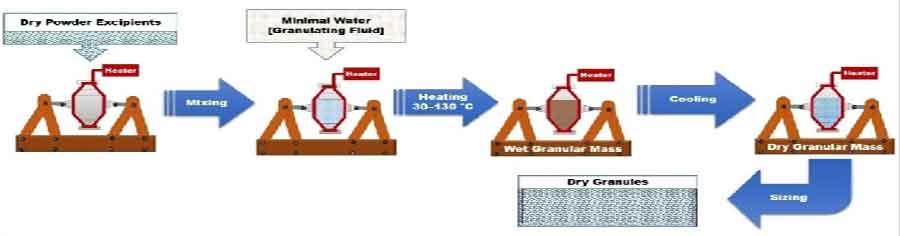
This granulation technology was developed by Wei-Ming Pharmaceutical Company (Taipei, Taiwan). The process involves subjecting formulation ingredients containing a very small amount of water/ solvent to a temperature range of 30°C to about 130 °C in a closed system under tumble rotation to facilitate agglomeration of the fine powder particles. This technique is analogous to moist granulation in that it utilizes small amount granulating fluid and heat for agglomeration. Unlike MADG which uses only water as granulation fluid, TAG technology uses both water and solvent as granulation fluid.
Schematic representation of Thermal Adhesion Granulation. Image credit: Bioimpacts
Advantages of Thermal Adhesion Granulation
The technique uses less amount of granulation liquid, and thus eliminates the drying process.
The technique produces granules with improved flow characteristics and binding capacity that could be compressed into tablets with adequate hardness and low friability.
The technique reduces dust production during powder processing.
Limitations of Thermal Adhesion Granulation
TAG requires considerable high energy input.
The process requires special equipment for heat generation and regulation.
The technique is not suitable for heat sensitive materials or materials with melting point greater than 130 °C.
4. Melt Granulation Technology
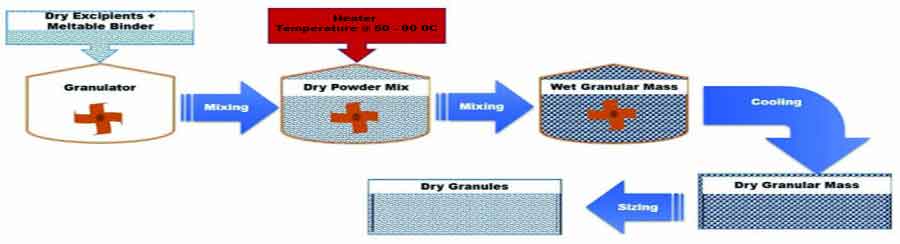
Melt granulation (also defined as thermoplastic granulation) operates via similar principles as wet granulation. In this technique, the binder solution of the standard wet granulation process is replaced with a meltable binder such as a wax or polyethylene glycol (PEG), which is either added in solid form, and melted during the process by adding the necessary energy or in the form of molten liquid, optionally containing the dispersed drug.
Following particle agglomeration and consolidation, the granules are cooled to room temperature and the solidified binder forms bridges between individual powder particles to yield a solid end product with a granular structure.
Schematic representation of Melt Granulation. Image credit: Bioimpacts
Advantages of Melt Granulation
The drying step is eliminated since no solvents (water, alcohol, organic solvents) are used during the process, significantly reducing the process time and energy requirements.
The technique is an appropriate alternative method of granulation to other wet granulation methods which are used for hydro-sensitive materials.
The process improves dissolution profile and bioavailability of lipophilic drugs by forming solid dispersion.
The process can be used to control and/ or modify the rate of drug release from dosage forms. The use of hydrophilic binder yields granules that quickly disintegrate or dissolve in aqueous media. In contrast, sustained-release dosage forms are prepared via melt granulation using lipophilic binders as the hydrophobic binder retains its matrix structure in aqueous media.
Moisture-sensitive materials can be agglomerated without organic solvents, resulting in an environment friendly process.
The amount of liquid added during granulation is carefully controlled (ensuring a consistent granule quality), since uncontrolled solvent evaporation during agglomeration will not occur.
The process offers a safe and simple single-pot process with minimal loss during material transfer.
Disadvantages of Melt Granulation
Binders with melting point greater than 90 °C can cause thermal degradation and/or oxidative instability of formulation ingredients.
The process is not suitable for heat sensitive materials.
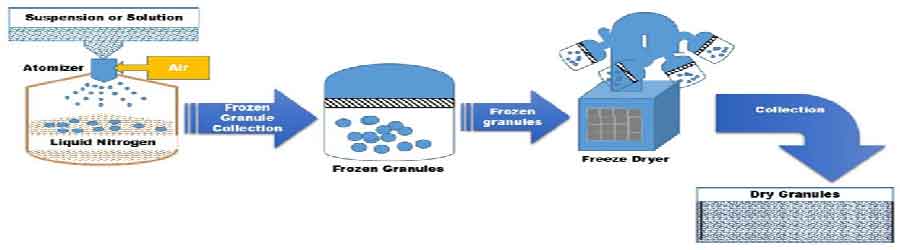
5. Freeze Granulation Technology
Freeze granulation technology is an innovative granulation technology patented by Integrated Biosystems, Inc. (California, USA). This technique involves spraying droplets of liquid slurry or powder suspension into liquid nitrogen where the drops are instantaneously frozen to form granules. Subsequent freeze-drying of the frozen droplets yields free flowing dry granules with optimal homogeneity.
Schematic representation of Freeze granulation technology. Image credit: Bioimpacts
Advantages of Freeze Granulation
Granule density can be controlled by the solid contents of the suspension.
A high degree of granule homogeneity can be achieved due to the absence of migration of small particles and/or binder molecules.
The process is suitable for heat sensitive materials due to mild drying procedure.
The technique yields granules with no cavities.
High product yield is achieved due to low waste of material and possibility of recycling organic solvents.
The equipment used in the granulation process can be easily cleaned up after use.
Organic compounds can be handled using this technique as the low-temperature and soft freeze drying minimizes damage and improves stability and/or solubility.
Disadvantages of Freeze Granulation Technology
There may be chances of drug degradation due to the use of temperatures below 0 °C.
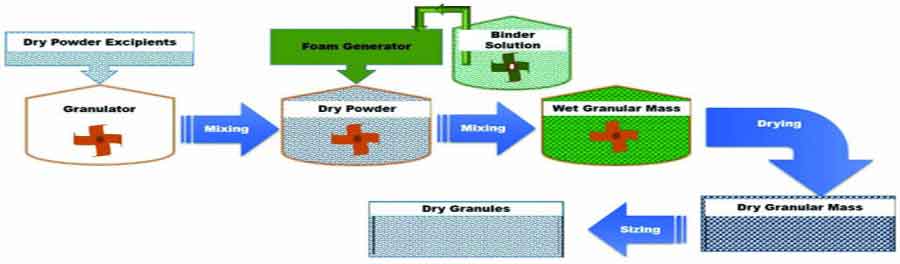
6. Foam Granulation or Foamed Binder Granulation (FBG)
FBG is a novel granulation technology introduced in 2003 by Dow Chemical Company (Midland, MI). The technique involves continuous addition of liquid/aqueous binder (e.g., hydroxypropylcellulose or hypromellose) as foam having consistency of shaving cream instead of spraying or pouring liquid onto the powder particles. After attaining granulation end-point, the wet granules are dried in fluidized bed processor till desired moisture content is achieved.
Schematic representation of Foam Binder Granulation. Image credit: Bioimpacts
Advantages of Foamed Binder Granulation Technology
The process requires little amount of water and binder for granulation.
The process eliminates the problems of inconsistent and unpredictable binder distribution.
The chances of over wetting is greatly minimized.
This technique is suitable for water sensitive formulations.
High potent/low dose drugs can be formulated using FBG due to its ability to distribute drugs evenly.
The process is cost effective.
It can be used in the manufacture of materials known to be historically difficult to handle including natural excipients used in the manufacture of nutritional supplements
Generated foam can carry drug substances at a very low concentration, hence can be used in the manufacture of high potent/low dose drug formulations.
Limitations of Foamed Binder Granulation
The technique is successful in scale-up but it is difficult for production scale.
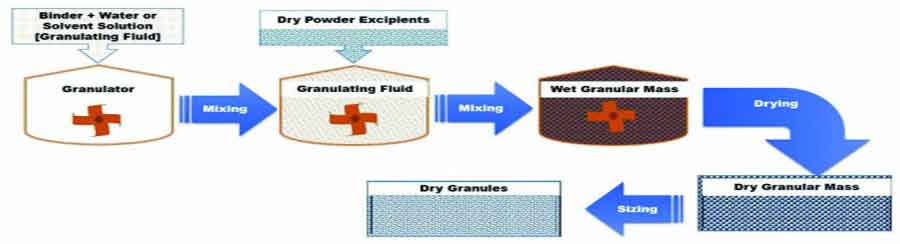
Reverse wet granulation is a novel granulation technology that involves the immersion of the dry powder mix into a binder solution followed by controlled breakage to form free flowing granules with uniform particle size. The process proceeds in the direction of reduced liquid saturation, thus decreasing the risk of uncontrolled growth and batch losses.
Schematic representation of Reverse Wet Granulation. Image credit: Bioimpacts
Advantages of Reverse Wet Granulation Technology
Granules produced using this technique have improved flowability and compressibility characteristics.
The technique is suitable for poorly water-soluble drug substances because it allows uniform distribution of the granulating agent that acts as a surfactant, thus enabling adequate wetting of the drug substance during granulation.
Tablets formed from these granules break-up more uniformly during dissolution testing.
Limitations of Reverse Wet Granulation Technology
The technique produces granules with a greater mass mean diameter and lower intragranular porosity when compared to conventional wet granulation technology.
Conclusion
Technical and technological breakthrough in granulation technology has led to the manufacture of better dosage forms in terms content uniformity and stability. It is the objective of every drug manufacturing company to have the most efficient and thus cost-effective product development and manufacturing operation in the current competitive environment. Since granulation technology is subject to costly batch rejection possibilities if improper techniques are used, it is important to thoroughly investigate the effects of a granulation technology on the stability each formulation ingredient.
Ennis, B. J. and Litster, J. D. (1997). Particle enlargement. In R. Perry and D. Greens (Eds.), Perry’s Chemical Engineer’s Handbook. 7th ed. (pp 20-89). New York: McGraw Hill.
Parikh, M. (2010). Handbook of Pharmaceutical Granulation Technology 3rd ed. USA: Informa Healthcare.
Muralidhar, P., Bhargav, E. and Sowmya, C. (2016). Novel Techniques of Granulation: A Review. International Research Journal of Pharmacy, 7(10): 8-13.
Related keywords: advanced granulation technology, non aqueous granulation, types of granulation, advanced granulation technology ppt, types of granulation techniques pdf, steam granulation, granulating agent, granules formulation, granulation methods of tablets, wet granulation steps, problems in granulation process, preparation of granules