Dry granulation also referred to as precompression or double compression is a size enlargement process designed to improve the flow and compression characteristics of powders that would otherwise be unsuitable for compression. The process involves compaction of powder particles into large pieces or compacts which are subsequently broken down into granules to produce granules that can be further processed into dosage forms.
Dry granulation is typically used in the manufacture of tablets if the formulation ingredients are too fluffy or too susceptible to flowability problems for direct compression to be a viable processing option and/or too susceptible to degradation from heat and/or moisture for wet granulation to be a viable processing option for densification. The process is sometimes chosen as an alternative to wet granulation when direct compression is not feasible not because wet granulation is not feasible but because the manufacturer is more experienced with dry granulation or to reduce processing time and/or equipment requirements to reduce costs.
The manufacture of tablets by dry granulation method eliminates a number of unit operations but still include milling or micronization of drugs, weighing, mixing, slugging, dry screening, lubrication, and compression of granules into tablets.
For successful manufacture of tablets using dry granulation, either the active ingredient or the diluent must have sufficient inherent binding or cohesive properties.
Contents
Formation of granules using dry granulation process is generally achieved either by slugging technique or roller compaction. The two techniques are similar but they can give different results.
This process involves compression of primary powder particles into large flat tablets or pallets using a tablet press or, more usually, a large heavy-duty rotary press. The resultant compact is then milled using a hammer mill or other conventional milling equipment. The milled slugs are passed through a screen of desired mesh for sizing. Lubricant is added in the usual manner, and the granules compressed into tablets.
Slugging results in considerable dust production which poses a problem for good containment and reduction of cross-contamination. Other main shortcomings of slugging include batch processing, low throughput (30–50 kg/hr), poor process control, frequent maintenance changeovers and poor economy of scale. The method is being replaced by the more modern, and better, roller compaction process.
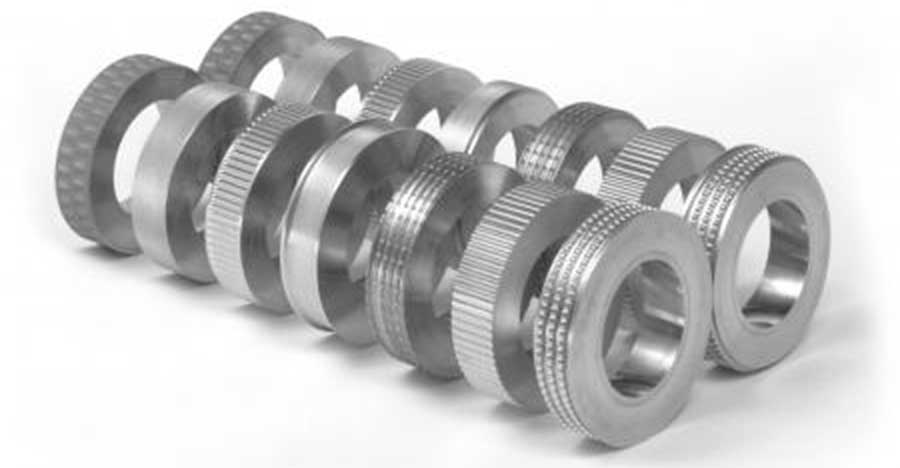
Roller compaction (also referred to as ribbon blending) is a relatively simple, more efficient and inexpensive form of dry granulation. It is a process where formulation ingredients are continuously passed between two counter-rotating rollers where it is densified and consolidated into a sheet of solid mass. Depending on the type of rollers used, the feed material may be compacted into dense ribbon-like materials known as flakes (smooth rolls) or dense briquettes (almond or stick-shaped) if the rollers have grooved or etched surfaces. The compacted materials are further milled, sized, lubricated and compressed into tablets.
Roller compaction offers distinct advantages over wet granulation, particularly for moisture-, solvent-, or heat sensitive formulation ingredients. In the pharmaceutical industry, it is an attractive granulation alternative as it offers considerable cost savings due of its high production throughput (up to 100,000 kg/hr), shorter cycle times and fewer processing steps. Moreover, elimination of a drying step reduces production and development time as well as ease of scale-up.
The types of excipients used in the manufacture of tablets by dry granulation method and the rationale for their use are similar to those described in the article “Excipients Used in the Manufacture of Pharmaceutical Tablets”. Typically, the following excipients are required:
Read Also: Direct Compression Excipients: Properties and Uses
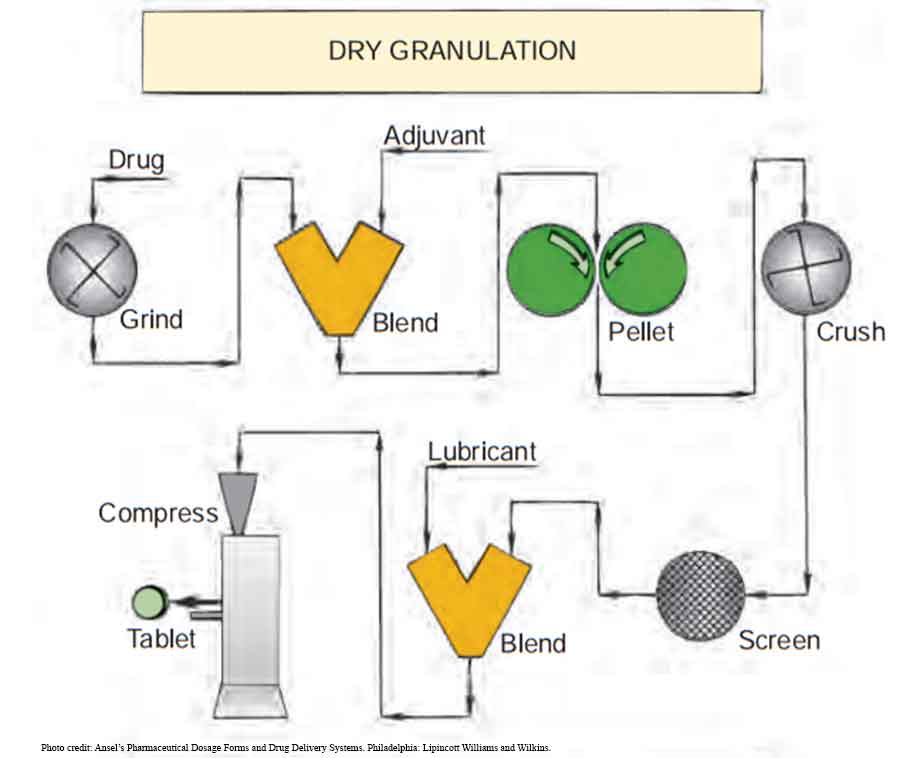
A summary of the various steps used in the manufacture of tablets by dry granulation method is detailed below.
Here, appropriate quantities of formulation ingredients are dispensed. The excipients and the active ingredient(s) must be in finely divided form, otherwise, particle size reduction should be carried out.
The dispensed formulation ingredients are mixed in a powder mixer until a uniform powder mix is achieved. It is worth noting that half amount of lubricant in the formula is added at this stage to enhance powder flow during slugging and to prevent sticking of compressed powder on the die during precompression.
Here, the mixed ingredients are compressed into flat large tablets or pallets. This step is called precompression (slugging) and the compacts made in the process (typically 25 mm diameter by about 10–15 mm thick) are termed slugs.
Compression of mixed powders into slugs can be achieved either by slugging technique or roller compaction. The pressure used to produce the slugs is usually less than that used in the final compression.
Following slugging, the next stage in the manufacture of tablets by dry granulation usually involves breaking of slugs into smaller pieces using a hammer mill or other conventional milling equipment. The milled slugs are screened to produce uniform granules.
After screening, the remaining lubricant and other extragranular excipients such as disintegrant, glidant etc., are added to the granulation and mixed gently to achieve a uniform blend.
The mixed granules are compressed into tablets using either single or rotary tablet press fitted with appropriate punches and dies.
Similar to wet granulation, tablets manufactured by dry granulation method may be coated if the need arises.
As with wet granulation, there are several advantages associated with dry granulation and they include:
The popularity of dry granulation for the manufacture of tablets has decreased in recent years, having been superseded by direct compression. However, both slugging and roller compaction are still employed in tablet manufacture. While roller compaction is simpler than wet granulation methods in terms of operation, it is still not fully understood or explored.
Related Keywords: What is dry granulation method? Why do we use dry granulation method? What is the difference between dry granulation and wet granulation? What is granulation method? dry granulation method slideshare, dry granulation method flow chart, dry granulation method pdf, dry granulation process flow chart, dry granulation Wikipedia, dry granulation process in pharmaceutical industry, dry granulation equipment, slugging of granules