Chewable tablets are tablets intended to be chewed in the mouth prior to swallowing. They represent the largest market segment of the chewable dosage forms, with chewing gums and chewy squares accounting for a much smaller percentage. When chewed, chewable tablets produce pleasant tasting residue in the oral cavity that when swallowed does not leave a bitter or unpleasant aftertaste.
Chewable tablets are prepared in such a way that they can easily be crushed by chewing. They are usually formulated for patients who have difficulty in swallowing tablets. These categories of patients may be adults with pathologically compromised throats or infants and children who have not learnt how to properly swallow tablets with liquid.
As soon as chewing starts in the mouth, the tablet is broken down into smaller particles from where dissolution and subsequent absorption occurs to effect the desired pharmacologic action. The increased bioavailability from chewable tablets resulting from increased absorption rate due to its dissolution or being chewed in the mouth into the gastrointestinal tract in solution or granule form is the major advantage over conventional solid tablets or capsules which are absorbed mainly after disintegration and dissolution.
Contents
An ideal chewable tablet should be:
The subject of tablet excipients, in general, has been covered in the article “Excipients Used in the Manufacture of Tablets”. Special consideration, however, needs to be given to those materials that form the basis for chewable tablet formulation.
The acceptability in the marketplace of chewable tablets will be primarily determined by taste and, to a lesser degree, appearance. Therefore, appropriate selection and use of components that impact on these properties are of extreme importance. Of course, the formulation scientist must not become so concerned with these properties as to lose sight of other pharmaceutical and biomedical considerations; the resultant product must be as pure, safe, efficacious, and stable as any other.
These are added to chewable tablet formulations to increase the bulk volume of the tablet. When mixed with the drug substance, the final product is given adequate weight and size to assist in production and handling. Diluents commonly used in chewable tablets include:
Mannitol is a desirable filler in tablets when taste is a factor as in chewable tablets. It is a white, odourless, crystalline powder, or free-flowing granules that is essentially inert and nonhygroscopic. It is commonly used as diluent in the manufacture of chewable tablet formulation because of its negative heat of solution, sweetness, and ‘mouth feel’. The popularity of mannitol as a suitable base in chewable tablet formulations is also attributed to its hygroscopic property. Mannitol also acts as sweetening agent, and is said to be about 70% as sweet as sucrose.
In powder form, it is suitable only for wet granulation in combination with an auxiliary binder. For direct-compression applications, a granular form (“tablet grade”) is available (ICI Americas). Mannitol has low moisture content and the equilibrium moisture content remains at approximately 0.5 % up to a relative humidity of approximately 85 %. This property, combined with those related to sweetness, mouth-feel and nonhygroscopic nature of the powder, represent significant advantages for the formulation of chewable tablets.
Sorbitol is a polyol that occurs as an odourless, white or almost colourless, crystalline, hygroscopic powder. It is used as a diluent in tablet formulations prepared by either wet granulation or direct compression. For direct compression, it is available commercially as SorbTab (ICI Americas) and Crystalline Tablet Type (Pfizer Chemical).
Sorbitol is particularly useful in chewable tablets owing to its pleasant, sweet taste and cooling sensation. It is a slightly sweeter and considerably more hygroscopic isomer of mannitol.
This is an odourless, sweet-tasting, colourless or white crystalline or granular powder obtained through acid or enzymatic hydrolysis of starch (usually maize/corn starch). Dextrose is used as a wet granulation diluent and binder, and as a direct-compression tablet diluent and binder, primarily in chewable tablets. Its sweetness level is approximately 70% that of sucrose, and it is available in both anhydrous (but more hygroscopic) and a monohydrated form.
Although dextrose is comparable as a tablet diluent to lactose, tablets produced with dextrose monohydrate require more lubrication, are less friable, and have a tendency to harden markedly during the first few hours after compression.
Lactose, also known as milk sugar is a disaccharide commercially produced from the whey of cows’ milk; whey being the residual liquid of the milk following cheese and casein production. Although generally acknowledged as the oldest and most widely used pharmaceutical excipient in the history of tablet making, its applicability to chewable tablets is minor at best, due to its extremely low sweetness level (20 % of sucrose).
This deficiency requires the addition of an artificial sweetener of sufficient potency to overcome lactose’s blandness. Lactose based chewable tablets are unsuitable for those who are lactose intolerant.
Sucrose has been extensively used in tablets both as a filler, usually in the form of confectioners sugar, and as a binder in wet granulations. Attempts to directly compress sucrose crystals have never been successful but various modified sucroses have been introduced into the direct-compression formulation. These include Di-Pac® (97% sucrose plus 3% modified dextrins), Sugartab (90 to 93% sucrose plus 7 to 10% invert sugar) and NuTab (95% sucrose, 4% invert sugar, and 0.1 to 0.2% each of corn starch and magnesium stearate).
All of the above sucrose-based diluent-binders find application in direct compaction tablet formulas for chewable tablets, particularly where artificial sweeteners are to be avoided. Sucrose has several disadvantages as a filler.
Tablets made with a major portion of it in the formulation tend to harden with time. It is not a reducing sugar but with alkaline materials, it turns brown with time. It is somewhat hygroscopic and tends to cake on standing.
Read Also: Direct Compressible Excipients, Properties and Uses
Flavourants are commonly used to impart pleasant flavour and often odour to chewable tablets. They are incorporated as solids in the form of spray-dried beadlets and oils, usually at the lubrication step, because of the sensitivity of these materials to moisture and their tendency to volatilize when heated (e.g., during drying of moist granules in wet granulation). Aqueous (water-soluble) flavours have found little acceptance due to their lesser stability upon ageing.
Since oxidation destroys the quality of a flavour, oils are usually emulsified with acacia and spray-dried. Dry flavours are easier to handle and are generally more stable than oils. Oils are usually diluted in alcohol and sprayed onto the granulation as it tumbles in a lubrication tub. Various group of flavours for general baseline taste types are shown below.
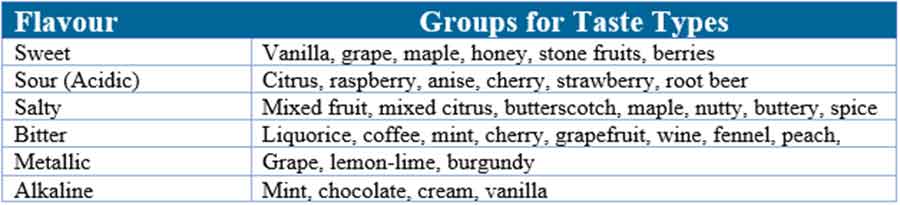
Flavour groups for general baseline taste types
Sweeteners are added primarily to chewable tablets when the commonly used carriers such as mannitol, lactose, sucrose, and dextrose do not sufficiently mask the taste of the active substance or components. In these cases, the formulation scientist must often use artificial enhancers to increase the overall sweetness impact. Because of the possible carcinogenicity of the artificial sweeteners (e.g., cyclamates and saccharin), pharmaceutical formulators are increasingly attempting to design their tablet products without such agents.
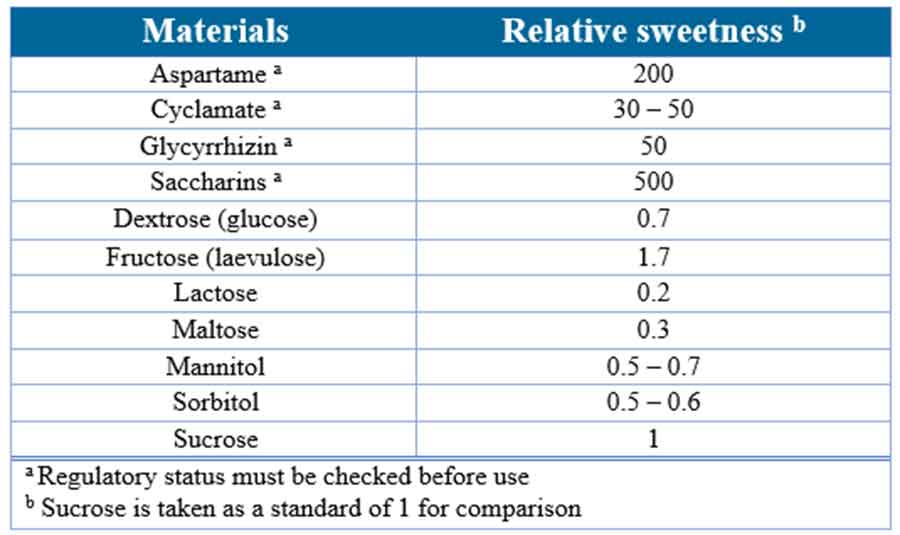
Common sweeteners used in pharmaceutical products, their relative sweetness levels, and pertinent comments
Common sweeteners used in pharmaceutical products include:
Aspartame (NutraSweet) is a nondrug approved artificial sweetener. It is approximately 200 times sweeter than sucrose and its duration is greater than that of natural sweeteners. Aspartame is also approved for use in beverages, desserts, and instant coffee and tea. It enhances and extends citrus flavours. Its dry stability is said to be excellent at room temperature and relative humidity of 50 %, while in solution it is most stable at pH 4.
Aspartame exhibits discolouration in the presence of ascorbic acid and tartaric acid, thus greatly limiting its use. Its typical usage level in chewable tablets is 3 to 8 mg per tablet.
Glycyrrhizin is a liquorice derivative with an intense, late, long-lasting sweetness. These properties permit its use as an auxiliary sweetener to boost sweetness level while overcoming aftertaste. Typical use levels are 0.005 to 0.1 %, with higher concentrations tending to lend a slight liquorice flavour.
Saccharin, which is FDA-approved, is 500 times sweeter than sucrose. The major disadvantage of saccharin is its bitter aftertaste, which can sometimes be minimized by incorporating a small quantity (1 %) of sodium chloride.
The saccharin aftertaste is highly discernible to about 20 % of the population. The relative sweetness of saccharin decreases as the sweetener level is increased. Furthermore, as the saccharin concentration is increased, the level of unpleasant aftertaste increases.
Colourants are used in the manufacture of chewable tablets for the following reasons:
The Food Drug and Cosmetic Act of 1938 created three categories of coal tar dyes, of which only FD & C colours and D & C colours are used in the manufacture of chewable tablets. The third category (External D & C) are not certifiable for use in products intended for ingestion due to their oral toxicity but are considered safe for use in products applied externally.
The form of colourant used in the manufacture of chewable tablets depends on the process of manufacture. Dyes are generally used in chewable tablets manufactured by wet granulation method. The powders are first dissolved in water or appropriate solvent and used in the granulation process. The granulation and drying operations must be optimized to prevent or minimize dye migration.
Lakes are used in chewable tablets made by direct compression in a concentration range of 0.1 to 0.3%. They possess a higher light and heat stability than dyes, are quite inert, and are compatible with most ingredients used in chewable tablets.
For effective use in direct-compression formulation of chewable tablets, lakes should preferably be deagglomerated to their original particle size ranges by premixing them with some of the inert ingredients in a formulation using high-shear mixers and finally incorporating the rest of the ingredients. Some unique cases of wet granulation (such as dye migration) may also call for the use of lakes.
The equipment used in the manufacture of chewable tablets include:
Equipment for quality control and/or performance tests are also necessary e.g., equipment for testing the content and release rate of active ingredient (dissolution test), friability, hardness, stability, etc.
To continue reading, click on the page buttons below…
Comments4

Thanks for this !
You are welcome.
I am so much interested in stuffs like this. Dealing with drugs, their formulation, quality control and all. This piece is a great one! Thank you so much!
You are welcome. I am happy you found it useful.