Polymeric film coating, in the formal sense, is a process that has been extensively used in pharmaceutical companies for over half a century. In spite of its relative longevity, it remains a complex process in which all technical issues and their impact are not always fully appreciated with the result that potential problems continue to arise with all too frequent regularity.
This article will focus on identifying the most common defects in film coating process, along with typical causes and possible solutions.
Contents
Although problems encountered during film coating process can fall into a broad range of categories, by far the largest category is that associated with visual defects, often purely cosmetic in nature, which rarely impact the efficacy of the finished dosage form, except in the sense that they might lead to reduced patient confidence.
Defects associated with film-coated products can generally be classified in this manner, namely those affecting:
A number of technical problems can arise during film coating procedure, among which the most important are

Tablet picking results when two adjacent tablets stick together and subsequently break apart (as a result of the constant motion within the coating equipment) leaving defects in the surface of the coating where pieces of coating have been removed. Depending on whether the defect occurs early or late in the coating process, the affected area may be partially obscured as coating proceeds.
Picking is primarily an over wetting issue and it occurs when the fluid delivery rate exceeds the drying capacity of the process. This process-related problem may be resolved by reducing liquid application rate or increasing drying air temperature and air volume.
Other possible cause of picking may include inadequate atomization, poor product movement or poor distribution of spray. These problems can be avoided by increasing the nozzle air pressure (or the atomization air volume), increasing pan speed and optimizing the uniformity of solution delivery through the spray gun respectively. Additional resolution with respect to changing tablet shape may also include increasing face curvatures to minimize points of contact.

This condition relates to inadequate spreading of coating solution before drying thereby causing a bumpy or orange peel effects on the coating. Process conditions such as low spray rates coupled with excessive drying conditions (high processing temperatures and airflows) and use of excessive atomizing air pressures (for air-spray systems) which accentuate premature drying of the droplets of coating liquid are likely to cause this inherent roughness to become visible. The problem may also be a consequence of spraying coating liquids with excessively high viscosities such that effective atomization is difficult to achieve. Although some degree of roughness is always evident with film-coated tablets, coating process adjustments that might allow this characteristic to be kept to a minimum such that it is not readily visible to the naked eye include:
Although the adjustments listed above may fall outside compliance with the registered process, they likely should be considered to be part of the original process design process.

The attritional effects in the typical film-coating process cannot be overemphasized. Because tablet edges are often exposed most to these attritional effects, fracture at this point is not uncommon and results in parts of the tablet surface being chipped and dented. Tablet cores having high friability values, worn or damaged tablet tooling (that produce “flashing” on the tablet edges), minor lamination problems (with the tablet cores) that exacerbate edge erosion problems, brittle film coatings that offer insufficient protection to tablet edges, excessive mechanical stress imparted in the coating process, excessive pan speed and inadequate tablet design (shape) all contribute to this overall problem.
To reduce tablet edge chipping, coating process adjustments that might be considered include:

Logo bridging of pharmaceutical tablets occurs when a component of the internal stress becomes sufficiently high so as to cause partial or complete detachment of the coating from the tablet surface within the region of the logo. As a result of such detachment, the film is able to “shorten” and thus partially relieve the stress within the film. In doing so, legibility of the logo can be significantly reduced. Because the stress increases with increasing coating thickness, logo bridging of pharmaceutical tablets becomes progressively worse as more coating is gradually applied.
Read Also: Common defects in sugar-coated tablets
Solutions to bridging involve improving film adhesion and/or reducing stress within the film, and usually require some reformation of either the tablet core or the film coating solution. In addition, appropriate design of tablet punches (especially with respect to the logo) may help to alleviate the problem, whereas adjustment of process conditions may also prove beneficial.
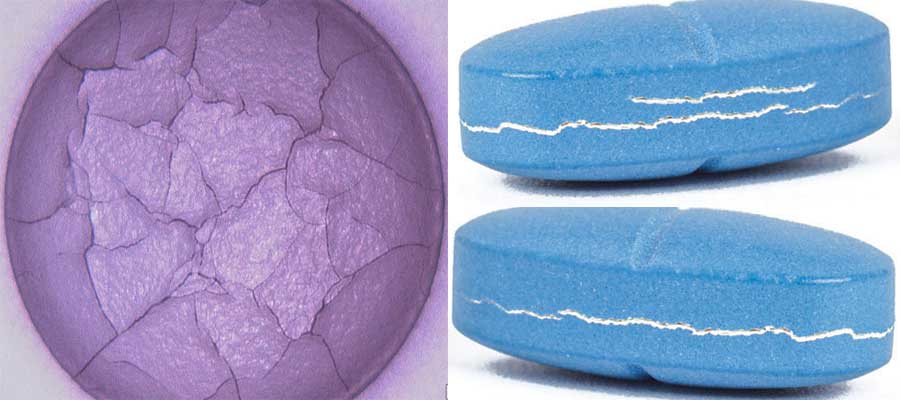
Cracking is the term used to describe a condition in which the continuity of the film is disrupted. It occurs when the internal stress (that develops within the film as it dries) exceeds the tensile strength of the film. Cracking of applied film coating can be microscopic or macroscopic in nature. Although such problems may under many circumstances be purely cosmetic, cohesive failure of the coating certainly detracts from many of the functional qualities of the coating. These problems are, of course, totally unacceptable for products where the applied coating is a major factor in modifying drug-release characteristics.
While cohesive failure is often associated with brittleness of the coating, the problem is certainly exacerbated by thermal expansion effects particularly when significant differences exist between the thermal expansion coefficients for the core and coating, respectively. Because of the catastrophic nature of film cracking, the most effective approaches involve designing tablet core formulations that minimize or eliminate the risk of significant expansion behaviour occurring and creating film-coating formulations that are flexible enough to withstand any tablet core expansion that might occur.
To continue reading, click on the page buttons below…